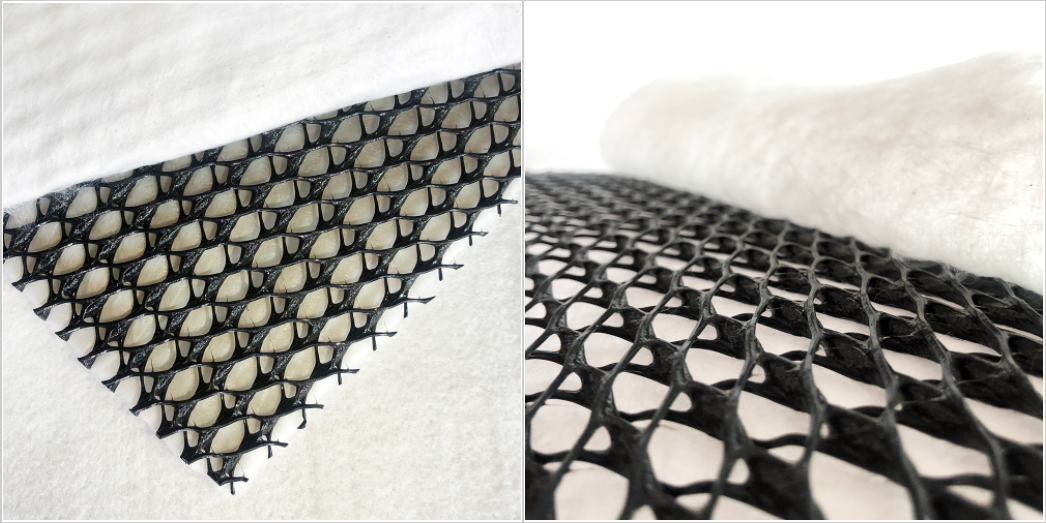
HDPE Three dimensional composites drainage net is a new type of drainage geotextile material. It is one three-dimension geonet composited with two needle-punched non-woven geotextiles. Three dimensional composites drainage network consists of a tri-dimension thick vertical rib, and a inclined rip on the top and bottom. Double sided adhesive seepage geotextiles form a"filtration - drainage - ventilation - ." overall performance, and can replace the traditional sand and gravel.wildly used in erosion control, foundation wall drainage, landfill leakage collection, leakage detection, methane gas collection,pond leak detection, roadway and pavement drainage and other subsurface drainage system applications.
Company Information _____________________
Name:
Shandong Jinruixiang geotextile material Co.,Ltd
Add:
No.,10 Yuansan road High-tech development Zone, Laiwu City.
Enterprise Culture:
Takes R&D as center, innovation as driving force, market as orientation, and talents as foundation.
Honor and certificate:
Shandong Famous Brand
Certificate of Inspection of Quality:CRCC Certification
Enterprise of Abiding by Strictly Contract and Being Trustworthy
ISO9001:2008 Quality Management System Certification; National Industrial Production License.
Packing Detail:
Delivery:
Q : Are you a factory or trading company?
A : We are a professional manufacturer that specialized in geomembrane, geotextile, Composite Geomembrane etc with ISO9001 certificate more than 15 years.
Q : Where is your factory located? How can I visit there?
A : Our facoty is located is No.10 Yuanshan Road High-tech Development Zone, Laiwu District, Jinan City China. You can take the plan to Jinan Yaoqiang International Airport, then we can pick you up.
Q : Could you send the sample before order confirmation?
A : Yes, we'd love to send a free sample to you for an evaluation if you need.
Q : How about the delivery time?
A : General within 3-7 days after received the deposit.
Q : Can you produce the product according to customers' requirements?
A : Sure, we are professional manufacturer, OEM and ODM are both welcome.
Q : Are you the Gold and Assessed supplier on alibaba?
A : Yes. We are the gold and assessed supplier on alibaba and has got the factory report by SGS.
Dam Liner,Pond Liner,Composite Drainage Net,Hdpe Geomembrane Dam Liner Shandong Jinruixiang Geotextile Material Co., Ltd , https://www.jrxgeosynthetics.com element Au* Ag* Cu Pb Zn Fe S As Co C content(%) 92.40 40.8 3.10 0.09 0.22 24.58 12.88 18.44 0.65 3.2 element Au Ag Cu* Co* The original ore grade (1×10-6) 92.40 40.8 3.10 0.65 Cyanide grade (1×10-6) 13.33 32.8 0.65 0.30 Leaching rate (%) 85.57 19.60 79.00 53.85 R1 R2 R3 As Cu Co As Cu Co As Cu Co Gold concentrate content (%) 18.44 3.10 0.65 18.44 3.10 0.65 18.44 3.10 0.65 Acid leaching residue content (%) 2.17 0.55 0.15 1.96 0.45 0.12 2.41 0.50 0.14 Removal rate (%) 84.98 82.26 76.92 89.37 85.48 81.54 86.93 83.87 78.46 element Au Ag additive R1 R2 R3 R1 R2 R3 Raw ore (1×10-6) 92.40 92.40 92.40 40.8 40.8 40.8 Cyanide residue (1×10-6) 11.54 6.67 9.80 30.5 21.6 20.0 Leaching rate (%) 87.51 92.78 89.39 25.26 47.06 50.58

Property
Unit
NLDG
50/D200
NLDG
63/D200
NLDG
70/D200
NLDG
80/D200
NLDG
90/D200
Test
Standard
Drainage Net Specification
Hydraulic conductivity (MD)
m2/s
2.8×10-3
2.8×10-3
3.2×10-3
4.0×10-3
5 x10-3
ASTM D4716
Puncture Resistance
KN/m
0.17
0.17
0.17
0.17
0.17
ASTM D7005
Core Material Geonet Specification
Thickness
mm
5
6.3
7
8
9
ASTM D5199
Density
g/cm-3
0.94
0.94
0.94
0.94
0.94
ASTM D1505
Carbon Black Content
%
2
2
2
2
2
ASTM D1603
Tensile strength (MD)
kN/m
8
10
12
14
16
ASTM D7199
Hydraulic conductivity (MD)
m2/s
6
8
10
12
14
ASTM D4716
Geotextile Specification
Unit weight
g/m2
200
200
200
200
200
/
Geotextile type
Continuous filament non-woven geotextile
Fatures:
Application:
1.Keep long time stable water conductivity.
2.High tensile strength and shearing strength.
3.Anti-corrosion, anti-acid and long service life.
4.It can bear compression loading over 2000 KPa.
5. Excellent drainage function and long time high press loading.
6. Construction convenient, shorten the construction period and reduce costs.
1. Tunnel drainage.
2. Landfill drainage.
3. Railway drainage.
4. Retaining walls drainage.
5. Highway roadbed drainage.
6. Underground structure drainage.
7. Garden and playground drainage.









Xue Guang 1, Xue Yuanxuan 2, Li Ying 3
(1. The Golden Seventh Branch of the Chinese People's Armed Police Force; 2. Yantai Vocational College; 3. Naval Aviation Engineering College, Yantai, Shandong 264001)
Abstract : A method for the comprehensive recovery of gold, silver, copper and cobalt from arsenic, copper and cobalt gold concentrates was developed. The process is a two-stage roasting process. Stage I roasting is decomposition roasting. As2O3 is volatilized and removed at 400-500 DEG C, and Stage II roasting is sulfation roasting. The second stage calcination was performed by adding the additive R2 to the calcine slag I at 600 to 650°C. The calcined slag was leached with hot water and 10% H2SO4 to make the cobalt enter the solution, and the gold and silver in the acid leaching slag were subjected to cyanogen. Refining with leaching. The tests showed that the gold leaching rate was 92.78%, the silver leaching rate was 47.06%, and the cobalt and copper leaching rates were 81.54% and 85.48%, respectively.
Keywords: Arsenic-bearing gold concentrate; Roasting-cyanidation process; Recovery rate; Gold; Silver; Copper; Cobalt
The flotation gold concentrate produced by a certain gold mine in Heilongjiang Province contains a large amount of arsenic, but also contains a certain amount of copper and cobalt. At present, there is no report on the research of this kind of gold concentrate in China.
According to information, the cobalt in gold concentrate is mainly found in cobalt-arsenic or cobalt-like crystal impurities in cobalt-bearing arsenopyrite, and it is necessary to achieve comprehensive recovery of gold, silver, copper and cobalt in gold concentrates. Arsenic in gold concentrates must first be removed. Therefore, on the basis of the two-stage roasting process for arsenic removal, a comprehensive recovery process for gold, silver, copper and cobalt was developed. The process flow is: Stage I roasting, decomposing and calcining at a roasting temperature of 400-500 DEG C, so that arsenic is volatilized and removed by As2O3 gas. Stage II roasting is sulfidation roasting. A certain amount of additives are added for roasting at a roasting temperature of 600 to 650 DEG C. to form arsenate, and arsenate is formed from arsenic, and sulfate is formed from copper and cobalt, which is leached with hot water and dilute sulfuric acid. Arsenic, copper, and cobalt enter the solution and are separated from Au and Ag. Then, from the acid leaching residue, cyanide leaching of Au and Ag, and recovering copper and cobalt from the acid leaching solution, the objective of comprehensive recovery of Au, Ag, Cu, and Co is achieved.
The tests showed that the leaching rates of Au and Ag were 92.78% and 47.06%, respectively. The leaching rates of Cu and Co were 85.48% and 81.54%, respectively. The process has certain economic benefits and promotion value.
Mineral sample nature
The sample used for the experiment was a flotation gold concentrate produced by a gold mine in Heilongjiang. The mineral composition mainly includes sulfide minerals such as pyrite, cobalt-containing arsenic pyrite, chalcopyrite, cobalt-arsenic ore, galena, and zinc ore. Gold and silver are distributed as fine particles, ultrafine particles or isomorphs in sulfide minerals. Determined by laboratory analysis, the main chemical composition of the ore sample is shown in Table 1.
Table 1 Chemical composition of mineral samples
* Unit: 1 x 10-6
From Table 1, it can be seen that the ore samples have higher Au content, lower Ag content, higher arsenic content, and a certain amount of copper and cobalt, which is a typical gold concentrate containing cobalt, copper and arsenic. Treatment of arsenic removal makes it difficult to recover Au, Ag, Cu, and Co from the sample.
2. Two-stage roast cyanide leaching test
Two-stage roasting was used to pretreat the ore sample and then cyanide leaching. The roasting conditions are as follows: Stage I roasting arsenic, roasting temperature 400-500°C, time 40 min; Stage II roasting sulfur removal, roasting temperature 600-650°C, time 30 min, roasting slag using sulfuric acid solution to immerse copper and cobalt. : Sulfuric acid concentration 10%, liquid-solid ratio 4:1, temperature 70-80°C, time 2h. After solid-liquid separation, the leachate remains and Cu and Co are recovered therefrom. The leach residue is subjected to cyanide leaching of Au and Ag. The leaching conditions were as follows: NaCN concentration 0.2%, liquid to solid ratio 2:1, leachate pH ≈9.5 (adjusted with NaHCO3+NaOH), leaching time 36 h. The cyanide leaching test results are shown in Table 2.
Table 2 Results of two-stage roast cyanide leaching
*Unit: %
From Table 2, it can be seen that after two-stage roasting of the ore samples, most of the arsenic in the ore sample was removed, the arsenic content in the acid-leaching slag was 3.37%, and the arsenic removal rate was 81.73%. However, some of the arsenic was still present in the ore samples. Removed and affected the cyanide leaching of gold and silver. The test results show that the cyanide leaching rates of Au and Ag are only 85.57% and 19.60%. The leaching rates of Cu and Co were 79.00% and 53.65%, respectively.
3. Two-stage roast cyanidation leaching test with additives
In order to improve the leaching rate of Au and Ag by two-stage roasting cyanidation and to improve the arsenic removal effect in two stages of roasting, R-reagent was selected as the additive for two-stage calcination cyanide leaching experiment. The conditions are as follows: Stage I decomposition and calcination, temperature 400-500°C, time 40 min, Stage II plus additives (R1, R2, R3) roasting, temperature 600°C-650°C, time 30min, additive amount 10%, calcined slag The leaching was performed with hot water and 10% H2SO4 in sequence, the liquid to solid ratio was 4:1, the leaching temperature was 70-80° C., and the time was 2 h. The hot water and the 10% H2SO4 leaching solution were combined, and Cu and Co in the leaching solution were recovered therefrom. The test results are shown in Table 3.
Table 3 Effect of Addition of Additives in Two-stage Roasting of Arsenic, Copper, and Cobalt
From Table 3, it can be seen that addition of additives in Stage II roasting can increase the rate of arsenic removal in the two stages of roasting, with the addition of R2 additive to roast the arsenic removal effect best. The arsenic removal rate was increased by 7.65% compared with the addition of the additive II-stage roasting (3.3% arsenic in the acid leaching slag without the additive R2). The removal rates of Cu and Co also reached 85.46% and 81.54%, respectively.
The acid leaching slag was subjected to cyanide leaching of Au and Ag with NaCN concentration of 0.2%, liquid to solid ratio of 2:1, pH of the leach solution of ≈9.5 (adjusted with NaHCO3+NaOH), and leaching time of 36 h. The test results are shown in Table 4.
Table 4 Two-stage roast cyanide leaching results with additives
It can be seen from Table 4 that the cyanide leaching of the acid leaching slag obtained by Stage II roasting with the R additive, the cyanide leaching rate of the Au and Ag channels is compared with that of the Stage II roasting without the additive, and the Au and Ag cyanides are compared. The leaching rate has been improved, with the addition of the R2 additive being the best, which is consistent with the test results in Table 3. Tests show that the higher the rate of arsenic removal in the second stage of calcination, the higher the cyanide leaching rate of Au and Ag. For this purpose, R2 was selected as the additive for Stage II calcination.
4. Recovery of metal in acid leaching solution
After the hot water leaching solution and the 10% H2SO4 leachate were combined, the metal was recovered according to the following procedure.
(1) Recovery of As and Fe
Ammonia water was used to adjust the pH of the mixed leach solution to 3.4-3.6. At this point, As and Fe in the solution produced FeAsO4 precipitate. After the solid-liquid separation, the brown precipitate was preserved. The filtrate contained Cu and Co and was recovered as follows. The results show that under this condition, As 54.85% of As contained in the iron arsenate precipitated.
(2) Recovery of Cu
The filtrate obtained after the solid-liquid separation continues to use ammonia water to adjust the pH of the solution to pH 5.0-5.5, at which point CuSO4 precipitates are produced, and the copper concentrate is obtained by solid-liquid separation. It was determined that the copper concentrate contains 0.32% of As and the Co contained in the filtrate is recovered.
(3) Recovery of Co
The copper filtrate was recovered, and the pH of the solution was adjusted to 7.5-8.0 using ammonia water. At this time, Co in the solution formed CoSO4 precipitate, and the cobalt concentrate was obtained after solid-liquid separation. The cobalt concentrate contained 6.69% cobalt and 0.01% As.
(4) Preparation of CaSO4
The precipitated CaSO4 filtrate mainly contains a large amount of sulfate and trace metal elements. CaO can be added for this purpose, and a large amount of CaSO4 white precipitate is generated at this time. After the solid-liquid separation, CaSO4 is filtered out, and the prepared white CaSO4 can be used as a raw material for construction projects.
(5) Precipitating Trace Metal Elements with Na2S
After the solid-liquid separation, the filtered CaSO4 filtrate contains trace amounts of Cu, Ni, and Ca. Na2S can be added to produce a black precipitate of sulfides such as CuS, NiS, and CaS, and the black sulfide precipitate is filtered out. The valuable elements are recycled and the filtrate is discharged.
5 Conclusion
(1) Tests show that most of the arsenic in the ore samples can be removed by using two-stage roasting process, but the removal of arsenic is not complete, which affects the cyanide leaching of gold and silver. If additives are added in the II-stage roasting, the arsenic removal effect in the II-stage roasting process can be improved. Tests have shown that using R2 as an additive in the II-stage roasting process has the best results.
(2) Tests show that leaching of calcined slag with hot water and 10% H2SO4 can effectively leach Cu and Co. Its leaching rate can reach more than 80%. Since the arsenic content in the acid leaching slag is reduced, the cyanide leaching of Au and Ag is advantageous. The results showed that the cyanide leaching rates of Au and Ag reached 92.87% and 47.06%, respectively, and increased by 7.21% and 27.46% with two-stage roast cyanidation without additives.
(3) The acid-leaching mixture contains a certain amount of elements such as Fe, As, Cu, Co, and SO42-, and the pH of the solution is adjusted in turn with ammonia to precipitate the elements in the acid leaching solution and reach the gold concentrate. The purpose of comprehensive recovery of the valuable elements Cu and Co.
references
1. Gold Production Process Guide Editorial Board. Gold Production Process Guide. Beijing: Geological Publishing House, 2000.
2. Xue Guang, Ren Wensheng. Development of roasting-cyanide leaching process of gold concentrate in China. China Nonferrous Metallurgy, 2007(3):44-49.
3. Xue Guang, Yu Yongjiang. Experimental study on increasing the recovery of gold, silver and copper in the roasting-cyanidation process of arsenic-containing copper-gold concentrates. Gold, 2005, 26(5): 34-37.
4. Xue Guang, Tang Boqin, Yu Yongjiang. Experimental study on roast cyanidation gold and silver containing arsenic gold concentrate. Gold, 2007, 28(7):38-39.
5. Xue Guang, 0535-6886857
Feature&Application
Company Information
Customer feedback
Our clients
Why choose us
Packaging & Shipping
Three dimensional composites drainage network rolls can be packaged with woven bags.
FAQ