Color-Lasting ASAPVC Roof Sheet Color-Lasting Asapvc Roof Sheet,Pvc Plastic Roofing Tiles,Pvc Plastic Roof Tile,Color Corrugated Plastic Roofing Sheets ZHENHAO BUILDING MATERIALS CO.,LTD , https://www.zhpvctile.com
In the spring of 1964, a coordinated arrangement was held at the planning work meeting held by the First Ministry of Machinery. Then, the (64) Second Bureau Casting No. 906 document was issued to the Jinan Foundry and Forging Machinery Research Institute to issue a test on the hydraulic press for the six-sided pressurization. "Notice of the product trial plan", the notice said: In order to undertake the key scientific research projects of the national synthetic diamond, Sanmao urgently needed a six-face pressure special hydraulic press (also known as six-sided top), and now decided to design and prototype the product. Officially released to your office, listed as a pilot research project. It is required to complete the trial production in the first half of 1965 and strive to advance. After the notice is received, the work arrangements will be implemented.
Fan Hongcai, then deputy chief engineer of Jinan Foundry and Forging Machinery Research Institute, immediately set up a task in the fourth research room after returning from Beijing Xiangshan. Wang Lide, Yu Xiuqin, Yang Dachun and I were established by the director of the research department, Xue Xuexiong. The "121 Task Force". In April 1964, Sanmao sent Hongchang and Yu Zhengmin to Jinan to introduce the development of synthetic diamond at home and abroad, and put forward the requirements for equipment for artificial diamond process test. Comrade Yu Zhengmin stayed in Jinan and participated in the research team. Throughout the whole process, he cooperated.
In conjunction with the goal of industrial production of synthetic diamonds, General Fan proposed the following technical requirements for the first six-sided top test prototype:
1. To meet the experimental research on the industrial production process of synthetic diamond;
2, with semi-automatic cycle work specifications, suitable for industrial production of synthetic diamond;
3, a single cycle time 30 - 45 minutes;
4. The highest pressure in the pressure chamber reaches 70,000 to 100,000 atmospheres;
5. The maximum temperature in the pressure chamber reaches 1600-2000 degrees;
6, the pressure holding time is 30 minutes;
7. The synchronization of the top hammer must ensure a reliable seal of the pressure chamber;
8, the top hammer life reached more than 300 times.
The above technical indicators mean that the industrial production equipment of synthetic diamond must adopt special structure, material and ultra-high pressure hydraulic transmission. However, the hydraulic technology of our country was only a short start, and the technical level of the hydraulic press industry was very low. It was still in the stage of surveying and mapping. Among the industry standards, there are only some simple hydraulic press and hydraulic component standards with a maximum pressure of 200kg/cm2. Can be independently designed and manufactured, mainly some simple, medium and small hydraulic machines. Even so, there is a widespread problem of oil spills. The Jinan Foundry and Forging Machinery Research Institute was just transformed from the “Design Office†at that time, and the test and processing conditions were very simple. Research and manufacture of six-faced ultra-high pressure hydraulic presses face a series of technical problems. Moreover, in the international environment of the early 1960s, China was in the middle of the technical and economic enshrinment of emperor, repair and anti-revolution. No technical information can be used for reference. It can only be self-reliant and solved through design analysis and experimental research. Such a task involving many exploratory problems requires completion within one year, and time is of utmost urgency.
In the face of this very difficult task, General Manager Fan organized the "121" research group of the fourth research laboratory, the fifth laboratory, electrical, metal materials, physical and chemical testing and other professionals and trial production workshops, supply departments and other related departments, working together. . Under the premise of ensuring the quality of work, grab time and catch up. After the preliminary design of the design and technical design of the six-face hydraulic press is required, the "121" research group will propose the collaboration drawings of the large blanks such as the hinge beam and the working cylinder in advance, and the supply department will implement the collaboration. At the same time, the design and manufacture of the ultra-high pressure sealing test device and the ultra-high pressure sealing performance and life test were carried out in advance. Through a single test, select the best solution, determine the structure of the host, and further improve the construction design. On the other hand, the design and manufacture of large-scale processing equipment is carried out in advance in order to ensure that the progress of large-scale processing is not delayed. In this way, a number of tasks are combined in an orderly manner, cross-over, and strive to win time and complete prototype trials as soon as possible. Among them, it is necessary to solve the technical problems that may be solved, try to solve them one by one in the design, test and manufacturing process; the top hammer and multi-cylinder piston synchronization test must be carried out after the prototype is manufactured, and be fully prepared as soon as possible. What is intriguing is that in order to protect the key points and grab the progress, the modified process of putting the putty and painting on the hinged bed is also omitted, so the 6×600 ton hinged six-sided top prototype has a nickname “Da Lao Heiâ€.
At that time, the key technical problems that must be solved in the design and test of the test prototype were:
1 unique structure and material problems of the six-sided top host;
2 The problem of ultra high pressure hydraulic sealing;
3 problems with ultra high pressure check valves and ultra high pressure pipe joints;
4 multi-cylinder piston synchronization problem;
5 pressure stability and long-term pressure retention;
6 structural strength and life of the top hammer. The choice is to review as follows:
First, the structural analysis of the hinge six-sided top host
The six-faced ultra-high pressure hydraulic press requires a stable pressure of 70,000 to 100,000 atmospheres in the pyrophyllite pressure chamber at the center of the main engine. At the beginning, the cavity was set to φ10 mm, the pyrophyllite square was 32×32×32 mm, and the top surface of the top hammer was 22×22 mm. The force required to generate 100,000 atmospheres on the top surface area is about 500 tons, and the pressure loss on the pyrophyllite flash edge is about 30%. Thus, the tonnage of the hydraulic cylinder is set at 600 tons. Referring to the experience of the relevant units, the material of the hydraulic cylinder is prepared to use gun steel. The optimum pressure of the working liquid corresponding to the strength of the gun steel should be 1250 kg/cm2. In order to explore some experience in ultra-high pressure equipment, deliberately increase the level, select the liquid working pressure is 1500 kg/cm2.
In the analysis of the cylinder beam structure, if the overall forging is adopted, although the structure is more compact, the processing may not be convenient. More importantly, the design of the ultra-high pressure vessel is inexperienced, and the special structure of the hinge beam is designed correctly or not. After the prototype is released, the stress test is performed. If the cylinder and the beam are integrated, the complexity of the force of the part is increased, and once it is partially damaged, the whole is scrapped. Furthermore, the stress of the ultra-high pressure working cylinder is very high, and the stress of the hinge beam is very low, and the difference is very different. It is not suitable to use the same material. Therefore, the cylinder and the beam are separated.
The design of the hinge body is a difficult part in the design of the main body structure. The structure of the hinge bed is special, and the six-sided projection is the same, which is equivalent to only one projection. The size position and operation space of each part cannot be measured on the drawing. Only a few axonometric projections can be made to determine the size of the spatial position based on the intensity calculation and the size distribution of the planar structure. The two end faces of the first draft hinge beam are parallel. After calculation and analysis, after assembling the hinged bed, the operation space is small and the stress condition is not good. After repeated design adjustments, it was finally determined that the center distance of the two hinge holes was 830 mm, and the structure of the inner plane was up to 70 mm. This problem has a direct impact on the smooth development of the hinged six-face hydraulic press. Once the design is improper, the top hammer cannot be installed from the space connected by the hinge. The prototype is inconvenient to use or cannot be used, which will result in large rework, which may greatly delay the development process.
Six sets of ultra-high pressure working cylinders are installed in the upper, lower, left, right, front and rear six hinge beams. On the end face of the piston of the master cylinder, six top hammers are installed through the insulating material, large blocks and small blocks. The top surface of the six top hammers form a cuboid space in the center of the press for placing the pyrophyllite blocks. . This structure of the main machine can adapt to the change of the size of the top hammer and increase the adjustment link of the geometric alignment. A pair of flat nuts are seated on the piston as an adjustable positioning mechanism. The structure is simple, the adjustment is convenient, and the positioning is accurate and reliable. The development of these structures has enabled the host to meet the requirements of industrial production. More than ten years of user access and four improved designs have been inherited and retained.
Second, the design and test of ultra-high pressure seal
Ultra-high pressure sealing is the most critical problem in the design and research of six-face top ultra-high pressure hydraulic press. Once the seal leaks oil, there is no basis for the synchronous solution using the same liquid supply principle. It is impossible to maintain pressure, let alone the voltage regulation. problem. In severe cases, ultra high pressure cannot be established. In addition, even if the sealing performance is acceptable and the life is not high, it cannot be used for production. Because the hinged six-face hydraulic press structure is closed, the hinge beam must be dismantled when replacing the seal, which is not only inconvenient to operate, but also affects the accuracy of the equipment. Therefore, ultra-high pressure sealing is the primary problem in the research and manufacture of six-faced ultra-high pressure hydraulic presses.
However, in the early 1960s, China's hydraulic press industry only had a sealing standard of 200 kg/cm2 to 320 kg/cm2. Even with a 200 kg/cm2 seal, oil spills are commonplace. International cooperation, embattled. Therefore, to solve the problem of ultra-high pressure sealing, there is only one road - self-reliance, seeking solutions, designing itself, and researching experiments. Moreover, time must be in time before the host design validation. In this way, after the design of the host design is determined, the design research of the ultra-high pressure seal and the design and manufacture of the ultra-high pressure seal test bench are first carried out. It is required to complete the phase work within two months and enter the sealing performance and life test of the ultra-high pressure sealing device entity.
The design of the ultra-high pressure sealing device is based on the V-type rubber sealing ring recommended by Mikhev's "New Structure of High Pressure Sealing Device".
The first option is a seal with good sealing performance for an ultra-high pressure of 1000 kg/cm2 as described in the book. Two changes were made to use 1500kg/cm2. First, increase the thickness of the V-wing, improve wear resistance, increase the height, and strengthen the bottom strength. Second, in order to improve the strength and wear resistance of the material, it is made of polyethylene plastic.
The second scheme is to further analyze and compare the data of more than ten kinds of sealing structures. It is found that the Ο-type sealing ring has the advantages of simple shape, no sharp corners, no damage to the oil film, and the possibility of two-way sealing. Combined seal of polyethylene guard ring. The design of the 密å°-type seal is based on the former Soviet Union's "Machine Manufacturing Bulletin" magazine, Skinsky "on the strength calculation of the rubber seal of the section of the garden", the rubber Ο-type seal under the first working condition, When the section of the Ο-shaped ring is deformed to the working condition when it is not squeezed into the sealing gap, the stress balance equation of the shearing layer is applied to calculate the sealing gap, the structural elements of the groove, the pre-pressure and the section size of the Ο-ring. At the same time, consider the following measures: 1 Use a polyethylene plastic protective ring with high wear resistance to reduce the gap between the piston and the working cylinder, and protect the Ο-type sealing ring; 2 The sharp edge of the groove edge of the sealing ring on the piston only falls R0.5,3 is made of nitrile rubber material with high strength limit and elastic modulus ratio.
The third solution is to change the integral polyethylene protection ring in the second solution to an expansion ring, and further reduce the gap between the piston and the working cylinder by using the elasticity of the expansion ring to protect the O-ring.
The above three schemes, through the physical test of the ultra-high pressure sealing test bench, obtained the following test conclusions:
1. The structure of the two ring-shaped sealing ring plus the protective ring and the structure of the Ο-ring and the expansion ring achieve good sealing performance and high test life:
Under the pressure of 1450 kg/cm2, the stroke is 50 mm, the clearance between the piston and the working cylinder is 0.05 mm, and the reciprocating motion is 40,000 times, and the maximum leakage is less than 0.1 cc/min. Moreover, there is little wear and it can continue to be used.
2. The life of the V-ring seal is 0.25cc/min under the same life of 40,000 times.
The above physical test proves that the structure of the Ο-type seal ring and the guard ring can achieve a reliable seal and a working life of a one-way boost cycle of more than 80,000 times. In fact, the maximum stroke of the piston of the hinged six-face hydraulic press is 50 mm, the working stroke of the ultra-high pressure is only a few millimeters, and the actual service life will be much more than 80,000 times.
Design and test of three- and six-faced jackhammers
The design of the six-faced top hammer is based on the experience of the two-sided top-top hammer. The Brigman large support principle and the steel ring hoop structure are initially designed to have a diameter of φ5×046 mm; the top surface is 22×22 mm; the side slope is 46 degrees. The material is cemented carbide G6. After waiting for the hinge six-face hydraulic press to test, test. The first problem to be solved in the six-sided top-top hammer test is:
(1) to test the proportional relationship of the large support; determine the ratio of the top surface area to the maximum support area of ​​the cone portion, so that the top hammer can reach the maximum pressure requirement;
(2) Through testing, it is determined that the slope of the top side of the high-pressure sealing cavity of the pyrophyllite can be sealed to ensure the establishment of 7-100,000 atmospheres in the pyrophyllite cavity.
The first phase of the experiment,
1. Mainly to test the different top dimensions and change the interference of the top hammer into the steel ring, determine the requirements for the maximum pressure of the top hammer, refer to the large support principle of the double-sided top hammer, the top surface area and the cone The ratio of part of the maximum supporting area is 1 to 10; the area of ​​the top surface of the six-sided top hammer φ50×46 is processed to 15×15; the interference of the top hammer into the steel ring is 5‰; through this round of tests, The top surface of the top hammer is set to 22×22mm, and the diameter of the top hammer is set to φ70×46mm.
2. Whether it can ensure the establishment of 70,000 to 100,000 atmospheres in the pyrophyllite cavity, mainly depends on three factors: a. the top hammer synchronization is better; b. the sample size in the pyrophyllite assembly block is appropriate; c The pyrophyllite has sufficient friction on the flash between the top hammer ramps. These three factors are interrelated. The experiment at this stage is to explore and adjust the relationship between the three, to achieve reliable sealing of the pyrophyllite, and the largest sample size. Through the test of this stage, the following design data of the top surface geometry of the top hammer is obtained: 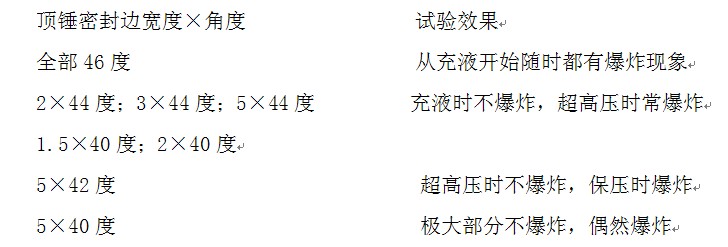
If the angle of the top hammer bevel is further reduced, the pressure loss will further increase accordingly. Therefore, after the factor of the top hammer slope is basically reliable to the pyrophyllite seal, further reducing and eliminating the probability of explosion should be solved by improving the top hammer synchronization and optimizing the pyrophyllite cavity design.
Fourth, multi-work cylinder liquid system synchronization test
(1) The origin of the synchronization requirement:
1. Make the seal edges of the pyrophyllite have sufficient sealing ability to avoid the sample exploding under high temperature and high pressure;
2. Make the top hammer force as balanced as possible and improve the service life;
3. Make the pressure in the pyrophyllite cavity as uniform as possible and increase the conversion rate of graphite to diamond.
(2) The concept of synchronous deviation: After the pyrophyllite block is compressed to the rated pressure, the difference between the six top hammer strokes is defined as the synchronous deviation.
Test plan 1, "equal supply of liquid pressure":
It is to use six equal-section working cylinders to fill the same amount of high-pressure oil, and push the plungers of six equal sections to advance at the same speed to ensure the synchronization of the six top hammer movements. Experiments show that this scheme can achieve synchronization in theory, and the effect is not ideal. Performance in two ways:
1. The oil pressure of the six working cylinders is uneven and varies greatly. When the pressure is raised to 200 kg/cm2, the six cylinder pressures are: 200, 160, 130, 60, 180, and 150 kg/cm2, respectively, and the difference is too large;
2. The synchronization accuracy is not ideal. When the pressure rises to 380kg/cm2, the strokes of the top, bottom, left, right, front and rear six hammers are 3.14, 1.24, 3.14, 1.27, --? , 3.66mm. When the pressure rises to 400kg/cm2, it is 3.92, 1,48, 2.76, 1.42, ---? 3.98mm. The maximum synchronization deviation is 2.42mm and 2.56mm. Factors that cause such a large deviation in synchronization are oil leakage, manufacturing variations, pipe length, and the amount of oil in the six closed chambers.
Test plan 2, "free filling and equal supply of liquid pressure":
In order to eliminate the influence of variation in manufacturing variation and elastic deformation, before the ultrahigh pressure is performed, "filling liquid" of 200 kg/cm 2 or less is performed first, and then the same liquid is pressurized. This program is correct
1. The problem of uneven oil pressure in the working cylinder is better solved;
2. The synchronization accuracy is still not ideal.
Test scheme 3, “throttle filling and equal supply of liquid pressureâ€, through analysis, the test of free liquid filling and equal liquid supply pressure shows that the free filling stage, because the six cylinders are connected, each cylinder The pressure difference is not large, but also because of Unicom, the liquid supply of each cylinder is different due to the difference in resistance, so the synchronization is not good. If, in the liquid filling phase, the respective throttle valves are added to the oil passages of the cylinders to adjust the resistance of the oil passages of the respective cylinders, the liquid supply amount of each cylinder can be balanced, and the synchronization can be improved. In this test scenario, there are two cases:
1. Adjust the resistance (liquid supply amount) at any time during the filling process. In this way, the synchronization accuracy achieved by the test is very high, and the maximum synchronization deviation is between 0.05 and 0.59, but the procedure is overwhelming, and the top hammer is adjusted. Frequent shifts, the broken phenomenon of pyrophyllite is not suitable for industrial production.
2. After the throttle valve is adjusted, it is not adjusted during the filling process. The synchronization deviation caused by this method is greater than the above 0.59mm, which is between 0.22 and 1.38mm, which basically meets the requirements of the synthetic process. So far, the single test has come to an end and the test prototype has been transferred to the diamond synthesis process. Equipment design researchers work with the machine to gain insight into equipment performance.
In August 1965, Sanmao sent a test group with Wang Guangzu as the person in charge of the synthetic diamond project. Its members were Shao Dehou, Yu Zhichao, Li Jinbao, Yan Juwu, etc., together with the top hammer test and the synchronous test of the test prototype. Temperature measurement, pressure measurement work. With the smooth progress of the top hammer test, the sealing performance of the pyrophyllite high-pressure chamber is becoming more and more stable, and the explosion phenomenon is basically eliminated. With the four elements of 铋, 铊, 铯, 钡, the corresponding phase transition points are measured step by step, and the six sides of the hinge are proved. The top hydraulic press can stably establish the phase change pressure of the above four elements in the corresponding pyrophyllite sample chamber. Meet the requirements of synthetic diamond synthesis pressure. In October 1965, the calibration temperature was started and the diamond synthesis process was tested. On November 5, 1965, the first synthetic diamond was synthesized, and the successful development of the hinged six-face hydraulic press was officially announced. After more than half a month of repeated experiments, the probability of synthesis climbed and was nearing stability. After the handover of the Sanmao Institute, in 1966, during the intermediate test of Zhengzhou, the prototype completed the complete set of process preparation for the construction of the sixth grinding wheel factory, and produced more than 50,000 carats of diamonds. It laid a good foundation for the formation and development of the synthetic diamond industry. Then, in order to build the first professional manufacturer of synthetic diamonds, modify the design drawings, and manufacture the first batch of six-sided top ultra-high pressure hydraulic presses.
However, as mentioned earlier, the hinged six-faced ultra-high pressure hydraulic press is a task that involves many exploratory problems, requiring completion in a year, and time is very urgent. In this year, the technical problems that must be solved and possible solved were successfully completed, the high temperature and high pressure conditions necessary for synthesizing synthetic diamond were established, and the synthetic process was verified, and the synthetic diamond was stably obtained. At the same time, the problem of the second level is presented more clearly. Mainly: the top hammer problem, although it reached 10 average 545 times, the highest 700 times, exceeding the task index 300 times. However, the test shows that the potential is great; the synchronization problem, although it can reach 0.22 - 1.38mm, with an average of 0.8mm, is only basically meeting the production requirements. The synchronization scheme is still less explored. At the time of the test plan four, "segment filling, equal volume of liquid pressure" because the test prototype was busy moving to Zhengzhou to do intermediate process tests, but also because of the design and manufacture of synchronous devices still have certain problems, only test Not much, no results. Only with the rapid development of production, relying on the proficiency of the majority of users, constantly improve the level and improve the effect. Until 1972, in order to study the need to develop large-grain single crystals and polycrystalline diamonds, a study was proposed to further improve the synchronous packing performance of the six-face press . (Author: Institute of Jinan Casting is the machinery Lu Kun; from "China superhard materials industry fifty years")
Abstract On December 6, 1963, China synthesized the first synthetic diamond on the two-face anvil device and obtained it several times in repeated tests, thus basically completing the first stage test of obtaining synthetic diamond in the laboratory. In order to continue to expand the results, find out more reasonable...
On December 6, 1963, China synthesized the first synthetic diamond on the two-face anvil device and obtained it several times in repeated tests, thus basically completing the first stage test of obtaining synthetic diamond in the laboratory. In order to continue to expand the results, find a more reasonable synthetic process plan, and transition to industrial production, the First Ministry of Machinery Industry organized relevant units on one hand, and compiled the “Man-made Diamond Intermediate Test Plan Task Book†to (64) confidential technology words. Document No. 2168, submitted to the National Science and Technology Commission for approval. On the one hand, clear arrangements were made immediately: the intermediate test base was located in the Sanmao Institute, and the intermediate test was undertaken by the Sanma Institute, including the Beijing General Machinery Research Institute, the Jinan Foundry and Forging Machinery Research Institute and the Shanghai Materials Research Institute.