Diamond Vacuum Brazed Profile Grinding Wheel CHANGZHOU ANTALYA TOOL AND MACHINERY CO., LTD. , https://www.atly-tool.com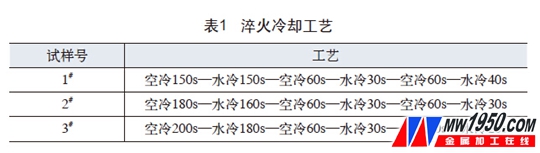

Our company recently contracted a group of internal steel rod parts for heat treatment. The parts are made of 35Cr with a length of 2~12m and a diameter of 80mm. Because the parts are too long, if oil quenching is used, the quenching oil required is about 100t. . Moreover, the size of the parts is large, and a large amount of oil smoke is generated during quenching, which is very polluting to the environment. The water quenching alternately quenching is used instead of oil quenching. In order to ensure the best process and ensure the success rate of the process, in cooperation with Shanghai Jiaotong University, three process tests were carried out using the same material and the same type of test bar.
Test engineering
The process test is as follows: the material size is φ80 mm×300 mm, and the samples are numbered 1 # , 2 # , 3 # and marked separately. Sampling part: radius 1/2R, round bar length direction 100 ~ 200mm, axial sampling. Quenching heating process: 860 ° C × 2 h; tempering process: 560 ° C × 3 h. The quenching and cooling process is shown in Table 1.
The core of alternate quenching of water and water is the time of alternating water and air, which can obtain quenched martensite and ensure the quenching temperature as low as possible, and minimize the quenching stress. 35CrMo precipitates ferrite from austenite at around 760 °C, and pearlite begins to precipitate at around 720 °C. The transformation is completed at 680 °C, and the martensite transformation temperature is around 360 °C. Therefore, the first air cooling must ensure the temperature of the part. Water cooling is carried out above 760 °C, and the maximum temperature of the parts is below 360 °C during the second air cooling to ensure that the part can obtain quenched martensite.
2. Parts inspection
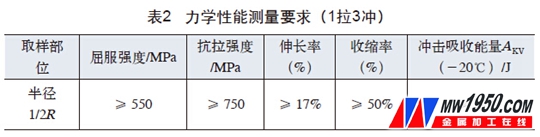
The technical requirements of this part are to ensure the mechanical properties of the parts, and there is no requirement for hardness. The specific requirements are as follows: sampling at 1/2R. The test items are shown in Table 2.
The sample of size φ 80 mm × 300 mm was subjected to quenching and tempering treatment. Then, a length of 100 mm is taken in the middle of the axial direction, and the axial sampling is performed at 1/2R, and the specific sampling position is as shown in FIG.
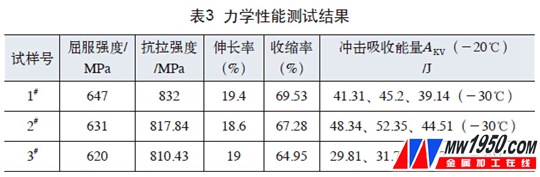
According to the "GB/T228-2002 Metallic Materials Tensile Test Method for Metallic Materials" and "GBT229-2007 Metallic Materials Charpy Pendulum Impact Test Method", the tensile test is carried out on the tensile tester and the impact test is carried out on the impact tester. The results are shown in Table 3.
3. Test results
From the test data analysis 1 # , 2 # process reached the technical requirements, 3 # process did not meet the technical requirements, 2 # process data is better than 1 # process, and finally decided to use 2 # process for trial production, test parts shown in Figure 2.
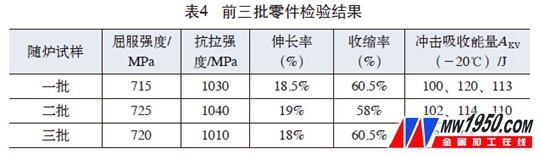
The inspection data of the first three batches of parts are shown in Table 4. All the indicators have met the technical requirements, the quality is stable and reliable, and the process test is successfully completed.
4. Test summary
We must actively learn new methods and methods to improve our craftsmanship. Reduce environmental pollution and reduce production costs. When carrying out a new process, it is necessary to do a process test and select the best process based on the test data. When carrying out the process test, it should be gradual, first sample, then small batch, and finally mass production, reducing the quality risk of parts.
About the author: Liu Zhenbang, Qi Baoqiu, Hebei Iron and Steel Group Xuangong Company, Technology Department.