3. Laser brazed connection In 2001, the 4th generation Polo was launched, and there was only one thin weld at the junction between the roof and the side panels. It was no longer necessary to use any sealing strips or inlays because the latest laser brazing process was applied to the parts. The connection is shown in Figure 3. Third, the welding strength comparison The following set of tests compares the weld strength obtained by spot welding, laser welding, and laser brazing under the same material conditions. The test uses 0. 8mm low carbon galvanized steel sheet with a coating thickness of 100g/m2 and a sample size of 120mm×45mm. The joint form used for different welding methods refers to the actual body part structure. The tensile shear test results are shown in Figure 4. Spot welding sample: The lap joint size is 45mm×45mm, and the optimized spot welding parameters (in this case, the welding spot diameter is 5.7 mm), two points are welded in the width direction of 45 mm, the point spacing is 25 mm, and the margin is 10 mm. Laser welding specimen: lap weld, the length of the weld is 45mm, and the lap angle is 10° (as the zinc vapor overflow space during welding to prevent the occurrence of pores in the weld). Laser brazed specimen: crimped fillet weld with a weld length of 45 mm. In order to obtain excellent joint strength, the following aspects must be fully guaranteed: This not only places high demands on equipment performance and part matching, but also continually optimizes the system and parameters through a large number of process tests. Fourth, the conclusion (1) The test shows that the laser welding and laser brazing process applied to the roof welding not only makes the product more beautiful, improves the sealing performance, but also significantly improves the strength of the welding area and improves the safety performance of the whole vehicle. (2) The application of laser welding has promoted the improvement of the body manufacturing technology. However, the high investment cost and harsh conditions of equipment still plague the further promotion of this technology. With the unremitting efforts of people, especially in the fields of high-efficiency lasers, weld tracking systems and clamping technology, laser welding technology will become more mature and perfect. In the near future, laser welding technology will be in the body manufacturing. The field is more widely used. Previous page Thrust Spherical Roller Bearing
A spherical roller thrust bearing is a rolling-element bearing of thrust type that permits rotation with low friction, and permits angular misalignment. The bearing is designed to take radial loads, and heavy axial loads in one direction.
Spherical roller thrust bearings are of separable construction, The shaft washer is assembled with the cage and a number of asymmetrical spherical rollers and has to be used along with a housing washer having sphered raceway. During mounting, the rings are to be fixed on to their respective seats – shaft washer on the shaft and housing washer on to the housing and then they have to be put together carefully They are manufactured in multiple series. Thrust Spherical Roller Bearing,Single Direction Spherical Roller Thrust Bearing,Thrust Ball Bearings For Detector,Hardness Thrust Spherical Roller Bearings Shijiazhuang Longshu Mechanical & Electrical Equipment Trading Co., Ltd. , https://www.lsjgbearing.com
The difference between laser brazing and laser welding is that the CuSi3 wire is melted and spread by the high temperature of the laser beam to achieve a brazed joint between the parts. CuSi3 has a melting point of 950 ° C, which is lower than the melting point of Fe. The brazing process can reduce the input of welding heat, combined with the characteristics of laser welding energy concentration, weld zone and heat-affected zone, which can reduce the evaporation of galvanized layer on the surface of steel plate to ensure the anti-corrosion performance of the vehicle. The welding area does not need to be sprayed with PVC, and the weld surface quality can be obtained while ensuring the sealing performance. 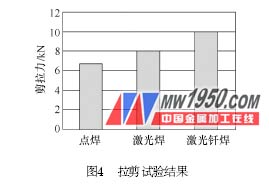
5毫米。 The wire is CuSi3, a diameter of 1. 6mm. The test results fully reflect the use of the laser welding and laser brazing process, the structural strength has been greatly improved, especially the laser brazing, reaching 1.5 times the spot welding structure. The metallographic photographs of the welds of laser welding and laser brazing samples are shown in Fig. 5 and Fig. 6. 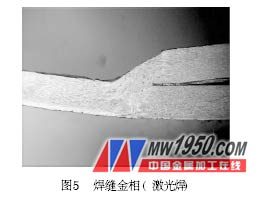
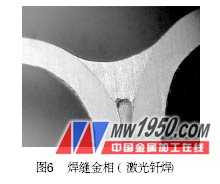
(1) There is sufficient joint width between the weld and the two steel plates. Generally, (2) a smooth transition between the weld and the base metal.
(3) There are no defects such as air holes and burn through in the weld.
The raceway of the housing washer is at an angle with it`s ais of rotation, so as to be able to allow the rollers to remain in touch with it. As a result, a spherical roller thrust bearing is capable of carrying both a radial as well as an axial load. Spherical roller thrust bearings – because of their internal geometry – are capable of accommodating certain amount of misalignment. However, they can take axial loads only from one direction, and may need to be used in pairs in Back-to-Back or Face-to-Face arrangement, if thrust load from both the directions are to be carried.
Spherical roller thrust bearings are capable of compensating misalignment and shaft deflection.
The bearings are manufactured in normal accuracy. However, bearings with higher running accuracy can also be supplied.


