Musical Instrument Industry Abrasives The musical instrument industry often uses sanding discs, Sand Paper, and abrasive cloth rolls to sand and polish musical instruments such as guitars or xylophones. These abrasive materials are used to smooth and shape the surfaces of different musical instruments, such as guitar bodies, necks and fretboards, drum shells, and brass and woodwind instruments. Sanding discs and sand paper are mainly used in the guitar making process to remove scratches and imperfections from the surface of the guitar body and neck. Emery cloth rolls are used to shape the frets and fretboards to make them smooth and flat. In the drum making process, sanding discs and sandpaper are used to remove any imperfections or rough spots on the surface of the drum shells. Emery cloth rolls can also be used to shape the edges of drum shells to ensure that they are smooth and flat. In the brass and woodwind instrument making process, sanding discs and sandpaper are used to remove any rough spots or imperfections on the surface. Emery cloth rolls are used to shape the keys and other metal parts of the instrument to ensure that they are smooth and burr-free. Overall, sandpaper, grinding wheels, and emery cloth rolls are important tools in the musical instrument industry that help ensure that the instrument is smooth, uniform, and free of imperfections. Musical Instrument Industry Abrasives,Aluminum Oxide Abrasive Sand Paper Roll,Aluminum Oxide Abrasive,Aluminum Oxide Abrasive Sanding Paper Sheet Foshan Nate Abrasive Science & Technology Co.,Ltd , https://www.nateabrasives.com
1. Plane layout of carburizing press quenching production line
Figure 5 shows the planning of a conventional furnace. The main components are a rotary hearth furnace for carburizing, and a conventional quenching press for quenching heated parts. Since the conventional press is oil quenched, the next large component cleaning machine is used to wash away the oil on the surface of the part. The workpiece is then transferred to a tempering furnace for tempering. A part transfer system is also required between these component devices. 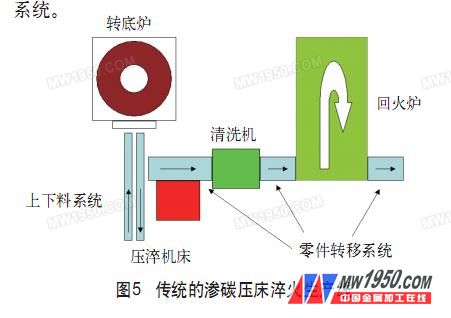
2. Planar layout of the molded induction hardening line
First, the number of devices has been reduced (as shown in Figure 6), with only a rotary hearth furnace and a new induction hardening device. Since induction hardening is quenched with water-based quenching liquid, the workpiece after heat treatment does not need to be cleaned, and the washing machine can be removed. The second device to be removed is a large, expensive tempering furnace. The tempering process can now be carried out in a new process without the need for additional equipment or energy. The built-in sensor not only heats and quenches the part, but also heats the temper without any change, but with different power. 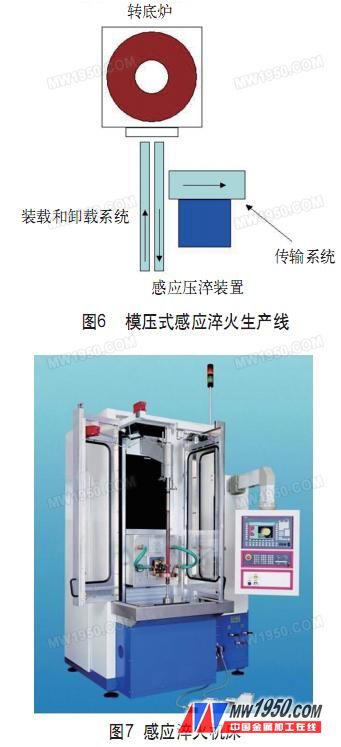
Therefore, the reduction in the number of processes and the cancellation of the intermediate transfer system can improve the amount of control of the programming, so that the failure rate is reduced. The core of the new process includes sensors, upper and lower die sets and calibration mandrels, which can be mounted on the standard induction hardening machine of EMA Induction Technology Co., Ltd., as shown in Figure 7.
4. Suitable parts for application
(1) Sleeve.
(2) Gear (circle).
(3) Synchronization circle.
(4) Bevel gears.
(5) Couplings.
(6) Any high precision cylindrical part.
V. Conclusion
This paper introduces a completely new process that combines the advantages of induction hardening and press quenching to achieve high-precision workpieces that reduce or eliminate subsequent processes over a large range.
The core unit is a new induction hardening machine with a molded quenching unit and a complete sensor system. The induced energy can be used to heat the workpiece and then die-hardened. It can also be used for tempering, which allows the part and the core mold to be relatively freely loaded and unloaded without any wear on the surface.
No washing machine or tempering furnace is required for the entire machine or production line.
references
[1] Heess K. et al. Ma ? - und Form nderungen infolgeW ? rmebehandlung. Expert Verlag, Renningen 2007.
[2] Benkowsky G. Induktionserw rmung. Verlag Technik GmbH, Berlin 1990. Previous page 1 2
   3. Molded induction hardening of the supporting rotary hearth furnace