Figure 7 Scope of application of the two blade materials and recommended cutting conditions Many research institutes began in the 1950s, and the company had an ideal. I want to create a new type of cast iron, which has higher strength and hardness than ordinary cast iron. Its castability, thermal conductivity and workability are more than that of cast iron. The graphite structure of this type of cast iron is worm-like, called vermicular ink. Cast iron is also referred to as CGI. Figure 8 application example Figure 9 Vermicular graphite cast iron structure Next page Bluetooth Light,Light Bluetooth Indoor,Portable Bluetooth Light,Lights Night Bluetooth Shenzhen You&My Electronic Technology Co., Ltd , https://www.szyoumyled.com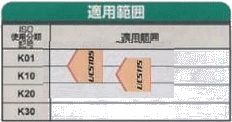

3. The graphite in the microstructure of the vermicular graphite cast iron forms three - dimensional worm-like particles. This structure looks like a coral under a scanning electron microscope (SEM). The graphite form and the irregular surface of the circular edge make the graphite and the matrix have a large binding force to limit the generation and development of cracks, so the tensile strength can be 75% higher than that of ordinary cast iron, and the hardness is 45% higher. The fatigue strength is 5 times higher than that of aluminum. Due to the excellent overall performance of the vermicular graphite cast iron, it provides an application site for the need to withstand high mechanical and thermal loads. It has been used more and more in diesel engines and cylinder heads because it can withstand Higher combustion pressure. When the pressure in the cylinder increases, the combustion process becomes cleaner, and the emission of exhaust gas and pollutants such as carbon dioxide, particulates, and nitrogen oxides is greatly reduced, and the environmental protection is greatly improved.
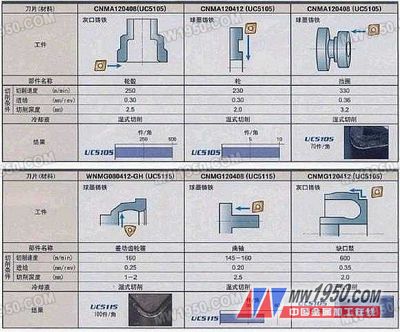
The vermicular graphite iron has not been standardized as with ordinary cast iron and ductile cast iron. Therefore, due to the condition of creeping ink, part of graphite spheroidization rate and pearlite volume during cutting, the cutting performance may vary greatly, when processing it. Generally, the most important choice is the cutting speed. Generally, it is roughly selected between ordinary cast iron and ductile cast iron, and is closer to the recommended grade of ductile iron. It is roughly 10% lower than ordinary cast iron and 5% higher than ductile cast iron, about 20m/min. Appropriate (original. The editing of the cutting technology website is considered to be 120m/min more appropriate). The feed rate and depth of cut (back-to-eat strength) are not so great for tool life, but the vermicular graphite cast iron is often used for thin-walled parts, and the surface of the casting is often cut only during cutting. The surface layer is mostly hard metamorphic phase, and rough processing should be as close as possible. At this time, the cutting speed should be appropriately reduced. In actual processing, it is necessary to pay attention to the fact that the tensile strength, hardness and 02% yield strength of vermicular graphite iron may be higher than that of ductile iron, and the machinability is worse than that of ductile iron.