Suspended ceiling light,Indoor Suspended ceiling light,Customized ceiling lights Hanghong Lighting Co., Ltd , https://www.sdhhzm.com
Primary or colored plastics have lower absorption in the near infrared range. Carbon black is a resin additive that effectively increases the absorption of laser light by plastics over a wide range of wavelengths, from visible to infrared. However, if carbon black is used, the plastic can only be made dark and cannot be made into transparent plastic components.
Developed by the Cambridge Welding Institute (TWI), the Clearweld process enables transparent or colored plastics to effectively absorb near-infrared light. It uses a special near-infrared absorbing material as a coating on the surface of the component or as an additive to the underlying resin. These materials absorb less in the visible range and absorb more in the near-infrared region (800 to 1100 nm). At present, near the maximum absorption wavelength, there are various absorption materials with narrow absorption bandwidths, which can be used to adjust the optical properties of plastics to accommodate various common near-infrared lasers. Depending on the wavelength of the laser used, the optimum absorbing material will depend on the specific application requirements, such as processing parameters, material properties and the desired color of the target component.
Clearweld coating process
Coatings with absorbers ranging from 940 to 1100 nm are low viscosity, solvent based liquids that are used in a variety of dosing systems. Typical solvents are ethanol and acetone. The amount of coating used is in nanoliters per square millimeter (nL/mm2). The solvent acts as a carrier and evaporates quickly, thereby forming a thin film of absorbent material on the surface of the plastic. Usually, the drying time is from 1 to 7 seconds. It is also possible to use an auxiliary drying method, such as preheating or post-heating the parts with an infrared lamp to make the solvent volatilize more quickly. The coating process can be carried out separately from the welding process.
When a coating is applied to the surface of the material, a uniform layer of absorbent is deposited on the surface of the material. Prior to laser radiation, the dried coating had a slight color in the visible band. When welding, the laser radiation is absorbed by the coating and converted into heat. Due to heat conduction, the surface material adjacent to the coating is heated to melt, and after soldering, a solder joint is formed. During the heating process, the absorbent decomposes and the coating completely loses its visible color (see Figure 1). 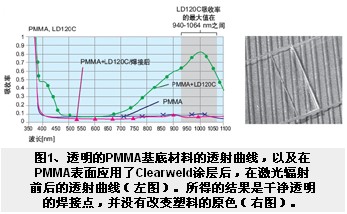
additive
The absorbent can also be used in many thermoplastic materials as an additive to the underlying plastic to aid in the laser welding process. This process is similar to adding carbon black to the material, but the colors here are more diverse and can be used in transparent/opaque plastic parts.
Depending on the application, technicians can use the Clearweld absorber process to adjust the depth of material melting. This is achieved by changing the concentration of the absorbent in the resin. The concentration of the absorber is directly related to the depth of penetration of the light, and increasing the concentration reduces the depth of penetration, thereby also reducing the depth of melting.
If a large molten pool is required to correct the gap and geometrical deviation and the polymer plastic is not desired to be thermally degraded, the concentration of the absorbent can be set lower. If the required size of the bath is small, for example in microfluidic applications, the concentration of the absorber can be higher.
A specific blend of resins containing Clearweld additives is designed for laser welding in the 800 to 1100 nm band. These resins are made in the form of injection molding or extrusion molding. During the mixing process, their color can be color matched by a colorant to obtain a specific formulation to achieve specific application requirements. The formulation requires consideration of many parameters, including polymer compatibility, color requirements, and the wavelength of the soldering laser.
Figure 2 is a laser welded yellow and orange clear plastic sample. By successful color matching, the light transmissive upper layer and the absorptive lower layer may look exactly the same, and the welding process is also optimized. However, sometimes the color requirements may determine the desired laser wavelength and other parameters. The solderable resin and these additives can be mixed and extruded into a mold, in-mold, or extruded into a film which can be used for the intermediate transition layer in laser welding after being die-cut. 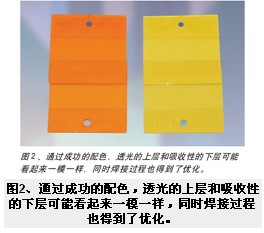
Welding oil reservoir
Figure 3 shows a laser welded oil reservoir made of clear, colorless PMMA plastic. The part was made on a semi-automated production line at Barkston Plastics. Prior to the use of laser welding, the product was joined by an adhesive, each of which was realized by complex mechanical cutting, additional correction and surface polishing. The top and bottom flat covers and the middle column are welded by a 940 nm diode laser. 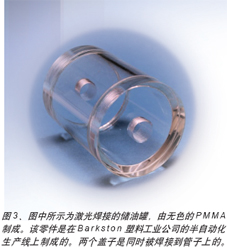
A Clearweld coating was applied to the edge of the column prior to welding. After drying, the components are assembled, clamped and placed on a laser welding station. The welding process is carried out by a circular welding line, with the focused laser beam passing through the cover from the top to the edge of the column. Throughout the process, the coating on the upper edge of the column is degraded so that the other edge of the column at the bottom cover is also welded at the same time. This is because the laser is reflected inside the side wall of the column, so the laser beam is directed to the other side. Laser welding results in very tight fluid welds, high strength, and a good optical appearance.
With the Clearweld coating, the top and bottom can be laser welded to the column at the same time. This results in a significant reduction in production time and a significant increase in product quality as the product has a vacuum seal and the entire product is completely transparent. The production of oil reservoirs can be economical and small-volume production with 50 products per batch. |
Welding medical pipe fittings
In collaboration with Natvar, we use additives to absorb laser energy and weld the tubes needed in medical applications (Figure 4). Typically, these products are achieved using UV bonding or solvent bonding. Ultraviolet bonding typically requires a cure time of 15-20 seconds. Solvent bonding is instantaneous, but a chemical must be added to create the joint. Both UV bonding and solvent bonding require contact with the port surface (tapered taper) throughout the process, typically up to 0.250-0.500 inches in length. 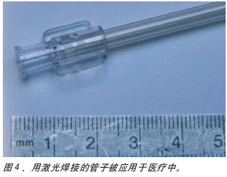
These tubes can be extruded through the inner and outer layers of the tube to achieve the requirements of the sleeve, the exterior of which is a soft, accessible surface. The skin may be a different plastic or thermoplastic elastomer material such as PVC, TPU, TPE, or COPE. Additives are applied to the outer layer of the tube wall so that a laser can be used to weld the port portions at both ends of the tube. The tube and port must be transparent and colorless to measure the liquid flowing through the tube. The port is fixed to the tube by a press-fit process. With beam shaping, the laser welding process can form annular contacts for simultaneous soldering. The press-fit process does not require an additional fixture to secure. Thus, laser welding forms a sealed joint at the end of the tube which does not have any effect on the transparency of the element.
The main advantage of laser welding compared to UV bonding and solvent bonding is that it forms a mechanical bond and does not require any additional solvents or cements. To form a mechanical joint compared to conventional methods, laser welding requires a length of 0.125 inches. This length can be compared to the standards of common processes, and even better than the current common processes. In addition, laser welding takes less than 0.5 seconds, while UV bonding requires 15-20 seconds of curing time. In some applications, different types of interfaces are required at both ends of the tube (one end is joined by a solvent and the other end is bonded by ultraviolet light). Laser welding is suitable for both ends, and solvent bonding is not possible.
Transparent thermoplastic polymer and elastomers can also be laser welded, and near-infrared absorbing materials can be used to generate thermal energy and localized melting. This technology has been successfully applied to different applications, indicating that Clearweld coatings or additives can match the absorption properties of thermoplastic materials, enabling these materials to be laser welded industrially. The laser welding process produces a clear, colorless weld. The laser energy is absorbed only at the weld of the interface of the two components. The other areas do not absorb any radiation so there is no additional thermal stress on the workpiece.
Using additives, technicians can get high quality joints. Depending on the concentration of the absorbent, the laser radiation can be absorbed deeper inside the material than when the coating is used. This results in a larger volume of molten material which is more advantageous for compensating for larger gaps or for filling larger deviations. Additives are well suited for injection molding of colored transparent/opaque substrate materials that are used in electronic product enclosures, medical devices, liquid containers, and other smaller components, or other components with larger solder areas. By well adjusting the welding parameters, the appearance of the weld can be neat and the welding strength is high.
Laser welding technology provides engineers with clean and sleek optical colorless solder joints, vacuum-sealed features, flexible design, contactless production, particle-free and virtually no flash processing, and the technology does not require additional materials to adhere mixture. The technology enables new and advanced plastic laser welding in the medical, electronics, automotive, textile, packaging and consumer markets. In addition, the additives and coatings used are biocompatible.
Author of R. Klein ( ) From Gentex's German division (Gross-Umstadt). G. McGrath is from the UK branch of Gentex Corporation (Cambridge).
Laser welding of thermoplastic components has become a standard method of processing in many industrial applications. When diode lasers, Nd:YAG lasers or fiber lasers are used, the standard operation is to perform projective laser welding at the coincidence. The focused laser radiation penetrates the upper transparent plastic and is absorbed by the underlying material. The absorbed radiant energy is converted into thermal energy on the surface, and the contact is formed in the upper layer due to the conduction of thermal energy.